在工业4.0与智能制造浪潮的推动下,智能工厂已成为制造业转型升级的关键方向。而物联网技术服务,正是构建这一未来工厂的神经网络与智慧引擎。本文将通过图文结合的方式,系统解析智能工厂解决方案的核心架构与物联网技术服务的深度应用。
一、 智能工厂全景图:物联网奠定互联基石
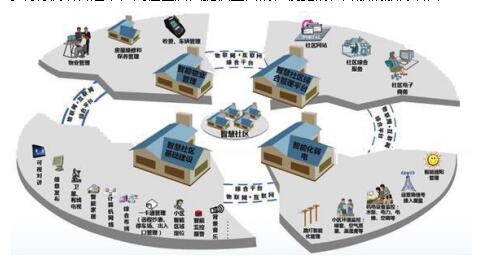
一幅典型的智能工厂全景图,清晰展现了从原材料入库到成品出库的全流程。在这张图中,物联网技术如同无处不在的“感官”与“神经”:
- 感知层:遍布车间、仓库、设备的传感器、RFID标签、智能仪表等,实时采集设备状态、环境参数、物料位置、能耗数据等海量信息。
- 网络层:通过工业以太网、5G、Wi-Fi 6、LoRa等融合网络,实现数据高速、可靠、低延迟的传输,打通信息孤岛。
- 平台与应用层:物联网平台对数据进行汇聚、处理与分析,支撑起制造执行系统(MES)、高级计划与排程(APS)、预测性维护、能源管理等上层智能应用。
二、 核心解决方案模块深度解析
- 设备互联与监控:物联网网关将各类老旧与新型工业设备协议统一转换、接入云端。管理者可通过可视化看板,实时监控全球多地工厂的生产线状态、设备综合效率(OEE),实现远程运维与透明化管理。
- 生产过程优化:通过在制品、工装夹具上部署标识,结合视觉识别等技术,实现生产全流程追溯。系统能动态调整生产节奏,优化工艺参数,显著提升质量与效率。
- 预测性维护:物联网传感器持续监测关键设备的振动、温度、电流等特征,AI模型分析数据趋势,提前预警潜在故障,变“事后维修”为“事前维护”,大幅降低停机损失。
- 供应链与仓储智能化:智能货架、AGV小车、无人叉车与物联网系统协同,实现物料自动识别、精准定位、智能拣选与高效配送,打造柔性供应链。
- 能源管理与安全环保:对水、电、气等能源消耗进行分项计量与实时监控,通过优化设备启停与运行负载实现节能降耗。环境传感器确保生产环境符合安全与环保标准。
三、 物联网技术服务的核心价值与实施路径
物联网技术服务并非简单的设备联网,而是一套涵盖咨询、部署、集成、运维与优化的全生命周期服务。其核心价值在于:
- 数据驱动决策:将海量工业数据转化为可操作的洞察,支持科学管理。
- 运营效率跃升:自动化、智能化流程减少人为干预与错误,提升整体效能。
- 商业模式创新:助力企业从产品制造向“产品+服务”的解决方案提供商转型。
实施路径通常遵循“规划-试点-推广-优化”的步骤:先从某一痛点场景(如关键设备监控)切入,验证价值后逐步扩展到产线、车间乃至整个工厂,最终实现与上下游生态的互联。
四、 未来展望:融合与演进
未来的智能工厂,物联网技术将与数字孪生、人工智能、边缘计算深度融合。工厂的物理实体与虚拟模型将实时同步、交互迭代,实现更精准的仿真、预测与自主优化。物联网技术服务将持续演进,成为支撑制造业智能化、绿色化、个性化发展的核心基础设施。
智能工厂的建设是一场深刻的系统性变革。以物联网技术服务为纽带,连接物理世界与数字世界,释放数据潜能,是企业构建核心竞争力、赢取未来制造话语权的必由之路。